<small id='lke1v'></small><noframes id='pDJs8'>
<tbody id='qQ9UV'></tbody>
<bdo id='faT61'></bdo><ul id='eoRnE'></ul>
首页
产品中心
行业解决方案
服务中心
公司
线下体验
用户见面会
3D打印农场
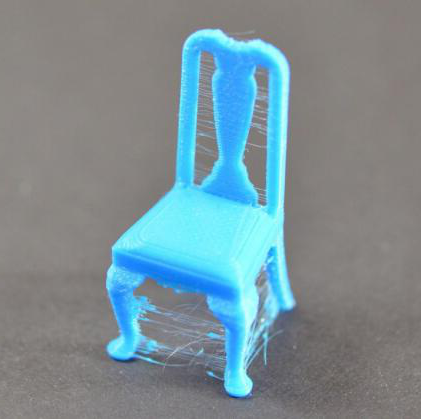
3D网页打印拉丝工艺或垂料状况咋样消除
拉丝机或垂料





















 中文字幕
中文字幕